
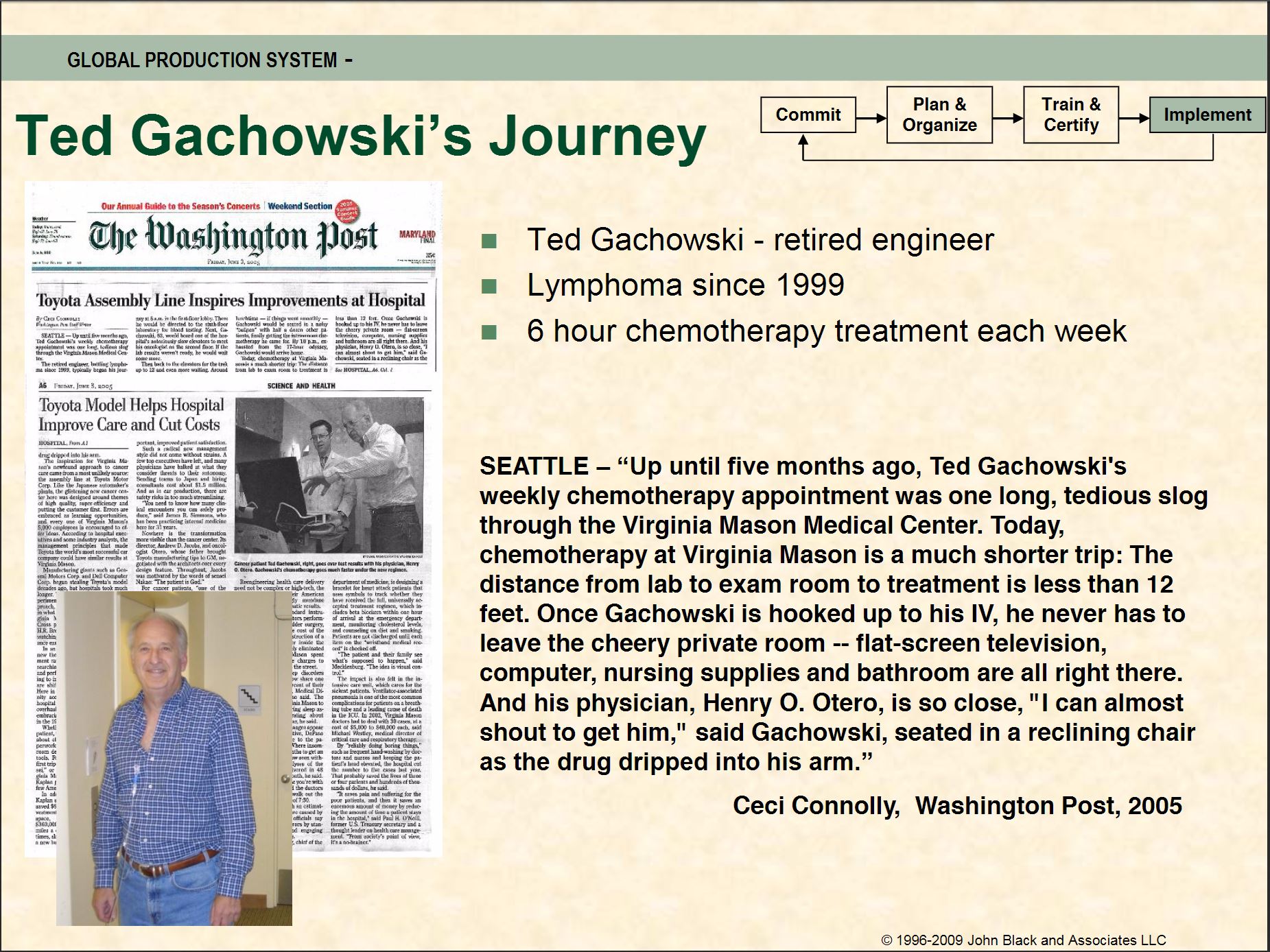
In many ways, the healthcare and manufactuing industries seem at odds. Healthcare is about healing people. Manufacturing is about processing materials. But my mission has been to bridge the gap, to prove that delivering the best healthcare relies on the processes you have in place—the processes that create the flow of patients, family, providers, medicines, supplies, equipment, and information.
Bottom line: Cut down your time getting everything in place, and you increase face time with patients.
World-class healthcare organizations understand this principle. They think of their processes as a strategic weapon—The Big Gun.
What does that mean? The best healthcare. The least waste. The lowest price. The shortest time. Right the first time. Processes are valued as core competencies.
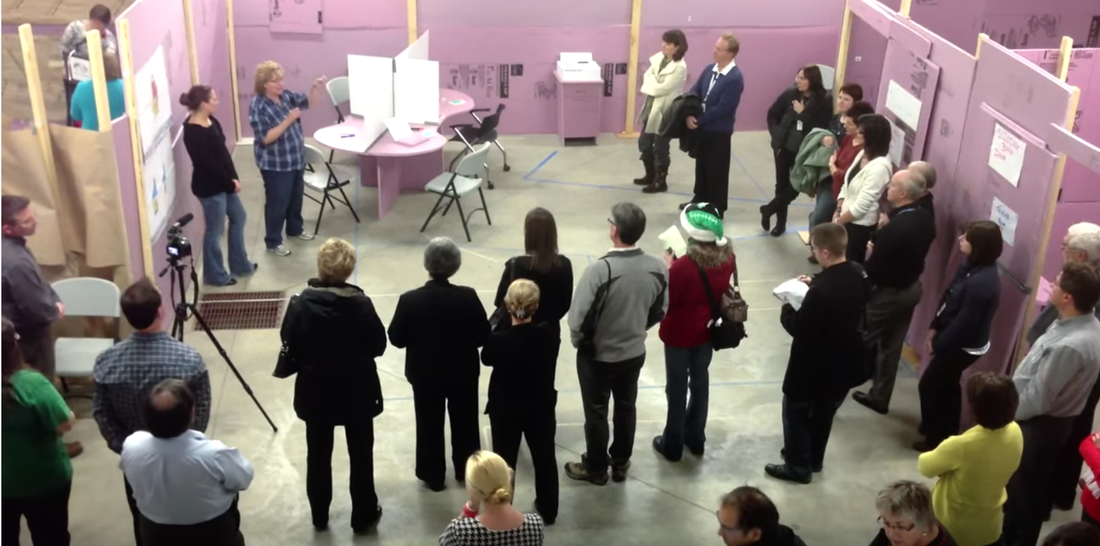
Kanban, a way of automatically signaling when new parts, supplies, or services are needed, is essential to transforming hospital operations. If supplies aren’t in their correct place when they’re needed, you jeopardize patient safety. At the same time, oversupply leads to wasted space and inventory. When I was in the Saskatchewan province in Canada, I watched the Five Hills Health region design their kanban process the right way, working and re-working the system:
Bottom line: Cut down your time getting everything in place, and you increase face time with patients.
World-class healthcare organizations understand this principle. They think of their processes as a strategic weapon—The Big Gun.
What does that mean? The best healthcare. The least waste. The lowest price. The shortest time. Right the first time. Processes are valued as core competencies.
Kanban, a way of automatically signaling when new parts, supplies, or services are needed, is essential to transforming hospital operations. If supplies aren’t in their correct place when they’re needed, you jeopardize patient safety. At the same time, oversupply leads to wasted space and inventory. When I was in the Saskatchewan province in Canada, I watched the Five Hills Health region design their kanban process the right way, working and re-working the system:
World-class organizations search relentlessly for ways to reduce waste, reduce cycle time, and reduce inventory. They look constantly at their processes. They search ceaselessly for improvements. They work patiently for small refinements.
During the Japan Study Missions, we noticed that there were more "process engineers" in the world-class factories we visited then we'd seen at other companies. These process engineers work on production processes and methods every single day. They know their processes. They take pride in that knowledge. They understand better than anyone else how the production system fits together, how the factory machinery operates in the process, what they want the process to do, and how important it is to find better ways. Processes are not just studied—they are aggressively scrutinized and regularly improved.
Do you know what one process engineer told us during our visit to his factory in Japan? He told us that the manufacturing equipment is in the worst shape it will ever be in on the day it is delivered new from the supplier!
Healthcare organizations need people with the same kind of process focus, people whose primary responsibility is to improve the processes that can improve the care. Leaders are also essential to continuously improving process. Lean leaders need to be on the front lines, seeking improvements at every level of operation.
During the Japan Study Missions, we noticed that there were more "process engineers" in the world-class factories we visited then we'd seen at other companies. These process engineers work on production processes and methods every single day. They know their processes. They take pride in that knowledge. They understand better than anyone else how the production system fits together, how the factory machinery operates in the process, what they want the process to do, and how important it is to find better ways. Processes are not just studied—they are aggressively scrutinized and regularly improved.
Do you know what one process engineer told us during our visit to his factory in Japan? He told us that the manufacturing equipment is in the worst shape it will ever be in on the day it is delivered new from the supplier!
Healthcare organizations need people with the same kind of process focus, people whose primary responsibility is to improve the processes that can improve the care. Leaders are also essential to continuously improving process. Lean leaders need to be on the front lines, seeking improvements at every level of operation.

Here’s Maura Davies, former CEO of the Saskatoon region in Saskatchewan, Canada, implementing kanban at Home Health under the expertise of Sensei Narita. She’s a great example of what it takes to achieve the promises of the Toyota Production System. She’s not in her office. She’s on the front line, getting involved in improving the process, piece by piece.




 RSS Feed
RSS Feed